Explore the challenges encountered with small-diameter orbital weld inspection
Originally Published in INSPECTION TRENDS MAGAZINE November 2020
Since early manufacturing and fabrication methods, there has always been a need for visual inspection to ensure the quality and safety of the work performed. Our eyes were, and still are, the first line of defense in quality control and identification of faulty parts and systems. But as the complexity and intricacy of manufacturing have increased over the years, so has the need for innovative visual inspection tools.
Small-diameter and high-resolution visual inspection tools provide cost- effective and efficient means for quality assurance of the very small and tight spaces of complex and intricately welded parts. For example, fuel manifolds are micro-welded tubes fabricated by an automated orbital welding machine. These precisely engineered systems, with multiple bends and twists, create major challenges for the human inspectors to do their part to judge porosity and detect flaws, such as incomplete fusion.
The Old Way
Older fuel manifold inspection methods, such as x-ray and part sectioning, while sometimes necessary, were destructive, time-consuming, and costly at the post-production stage. The combination of time and money wasted and the risk of future part failure called for the need to develop precision inspection optics to examine the manifolds efficiently.
The Path to the New Way
Videoscopes have been available for some time; however, the tools available, even as recently as ten years ago, were not sufficient in maneuverability or image resolution to accurately adjudicate the quality of the welds. There were fiberscopes on the market that were small enough in diameter, but they were not flexible enough. The scopes with more pliable properties were either too large in diameter or did not have the required focal distance.

Challenges and Case Study
Inspection engineers were faced with the following three challenges:
- Scopes were not flexible or pliable enough to maneuver through the small-diameter tubing with multiple tight-angled joints.
- Optics were not designed for the very limited focal distances in these small diameters.
- Images were washed out by reflective light from the parts’ stainless steel surfaces.
After acknowledging these problems, the team at InterTest Inc., Columbia, N.J., a remote visual inspection equipment supplier, began a project with Zibra Corp., Westport, Mass., a scopes manufacturer, whom they’ve collaborated with for more than 25 years. With a long-standing relationship, Jesse Plouffe, VP of sales at Zibra Corp., and his team began development on a variety of new, small-diameter, flexible scope formats, such as the Zibra Milliscope HDF flexible system and the Milliscope HDV video- probe system.

Pinpointing and Troubleshooting
The initial step in development was to determine the maximum scope diameter that would safely and repeatedly pass through the vast array of tube shapes and inside diameters.
From there, Zibra implemented the highest resolution optical systems that each part grouping would accommodate. These scopes ranged from 1.5 (0.059) down to 0.5 mm (0.012 in.) diameter in the HDF flexible configuration, and 2.6 (0.102) to 2.1 mm (0.083 in.) in the HDV videoprobe configuration.
“Our initial testing phase took three months to complete and involved the use of dozens of customer tube samples,” Plouffe recalled. “We were evaluating parts not only based on their dimensional geometries but also their materials and surface finishes regarding how each affected optical performance.”

To overcome flexibility challenges, Zibra had to innovate upon their older stainless steel braiding over monocoil scope materials. “[We moved to] new designs and configurations of our traditional materials along with the introduction of extruded polymers and tungsten microbraid,” said Plouffe.
This gave the scopes the much-needed flexibility and maneuverability for tackling fuel manifold inspections.
When it came to overcoming focal distance challenges, Plouffe and his team paired the proper lenses and camera sensors to achieve the focal distance required for the tight quarters of these small-diameter tubes. The typical focal distance for the video probe products that were being used in this application was 6 mm. To look at the sidewall of the inner diameter of tubes in the 7-mm range, an optic needed to be created that could focus in the 2-mm range. Again, it was a matter of trial and error using various customer tube samples with various lens and sensor configurations. But dealing with reflective light inside the stainless steel tubes added an additional layer of challenge to the task.
Solving the Final Challenge
To eliminate the reflective glares coming from the shiny tube surfaces, the Zibra team developed a post-processing image function on the backend of the Milliscope HDV and HDF systems. This allowed operators to deal with all levels of light management encountered during weld inspections. A novel method of controlling the camera sensors’ light sensitivity (exposure), instead of adjusting the power intensity of the light itself, was the key to overcoming this challenge. A simple toggle made significant gain corrections of the 1080p high-definition image and deals with the reflections appropriately.

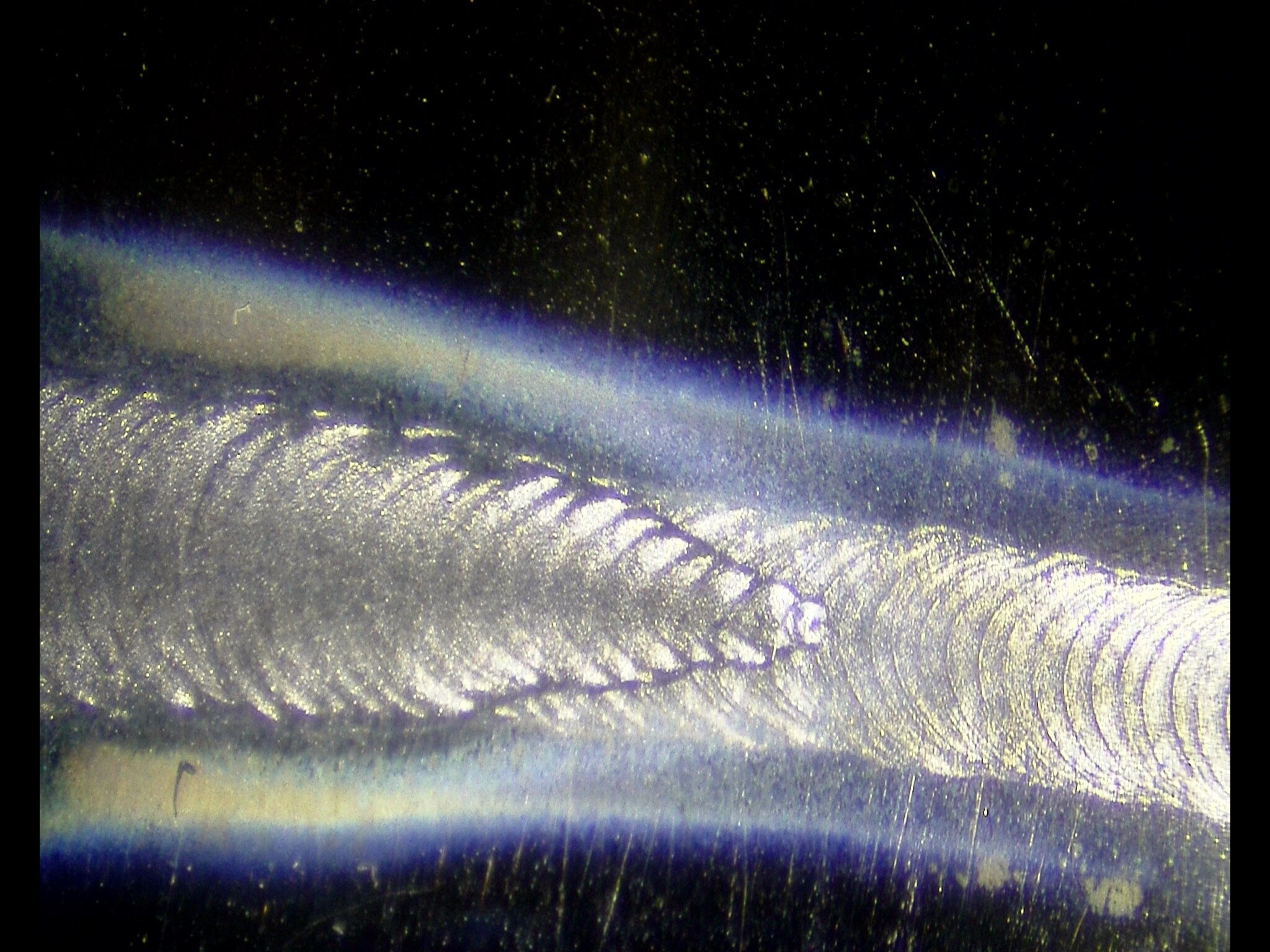
Figures 1 and 2 provide evidence of the product overcoming the main challenges of orbital weld inspection in the following intricate parts:
- The weld is in focus despite the less- than-0.300-in. focal distance in the 0.300-in.-inner-diameter tube (Figs. 1 and 2).
- The image processing on the back end of the probe is in full effect, eliminating most of the reflective glare from the light source (Figs. 1 and 2).
- The probe’s flexibility allows the operator to maneuver to the area of inspection (Figs. 3 and 4).
With the challenges addressed, Zibra Corp. began production, and InterTest found success with their aerospace and oil and gas industry customers.
Plouffe reflected on the inspection challenges and scope limitations he and Zibra Corp. overcame with InterTest Inc. “After more than 35 years of providing high-resolution, small- diameter scopes to our customers, the company was aware of the inspection challenges that we faced,” he said. “Our goal was to provide the best possible image quality in the smallest, most rugged dimensional footprint possible. This combination allows our users to make visual inspection decisions quickly and accurately while reducing costly downtime.”
While visual inspection is not the end-all-be-all of quality assurance for parts such as fuel manifolds, it is a cost-effective and efficient means of inspection. Precision optical tools, such as these new scopes, address the current challenges of orbital weld inspection in small-diameter tubes. As welding and manufacturing of intricate parts evolve, the visual inspection tools that assure their quality, safety, and reliability must evolve as well.
Contact us today about your inspection application and current remote visual inspection equipment. InterTest, Inc. offers free 1-on-1 consultation on all inspection needs. Let us add more value to your quality assurance operations!